Advanced pipeline
monitoring technologies
For 30 years, we have been developing and implementing technologies for monitoring the technical condition of pipelines, widely used by leading Russian oil and gas companies.
Scroll down
Infrasound system
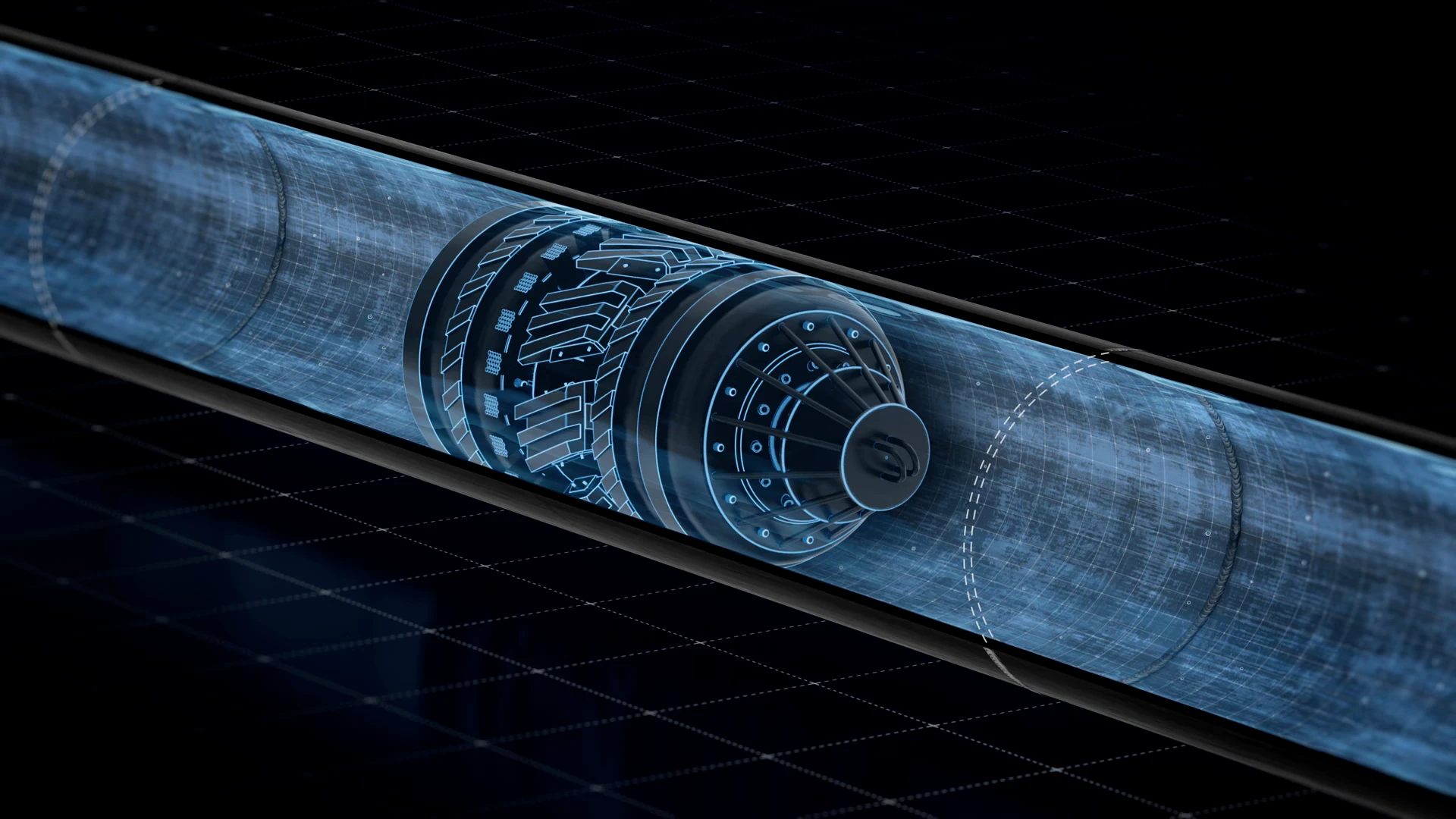
INFRASONIC OSCILLATIONS PROPAGATING THROUGH PIPELINES CARRYING LIQUIDS OR GASES CONTAIN INFORMATION ABOUT ITS TECHNICAL CONDITION.
Vibration analysis allows for real-time data acquisition on pipeline tightness, mechanical impacts on the pipeline and surrounding soil, determination of the coordinates of in-line inspection tools, diagnosis of internal geometry defects, and measurement of volumetric flow rate of the transported product along the entire length of the pipeline.
Infrasonic vibrations generated by leaks, mechanical impacts, and in-line inspection tools are masked by the noise of pumping stations, which exceeds their power by hundreds of times. When using classical approaches, detecting such vibrations is only possible if they exceed the noise level of the pumping stations.
The scientific and production firm "TORI" has developed special noise suppression methods that have enabled high sensitivity and accuracy in signal registration.
The developed technologies are implemented in the «Infrasonic Pipeline Monitoring System».
Infrasonic vibrations generated by leaks, mechanical impacts, and in-line inspection tools are masked by the noise of pumping stations, which exceeds their power by hundreds of times. When using classical approaches, detecting such vibrations is only possible if they exceed the noise level of the pumping stations.
The scientific and production firm "TORI" has developed special noise suppression methods that have enabled high sensitivity and accuracy in signal registration.
The developed technologies are implemented in the «Infrasonic Pipeline Monitoring System».
INFRASONIC SYSTEM
MULTIFUNCTIONALITY
The ability to simultaneously monitor various parameters of the pipeline's technical condition allows for the use of a single system instead of a set of equipment or systems.
SENSITIVITY AND ACCURACY
Superior leak detection performance is consistently provided compared to leak detection systems operating on other known principles. These results were obtained during simultaneous testing of several hydraulic-type systems: pressure wave, parametric, combined, and infrasound systems.
RELIABILITY
Automatic equipment status monitoring and hardware redundancy ensure system operability during power outages, communication failures, and other malfunctions in individual registration nodes by automatically switching to operational equipment.
STABILITY
Operational characteristics do not decrease.
LEAK DETECTION
Sensitivity, from
0,1cubic meter for liquids
1mm hole for gases
DETECTION TIME, from
30seconds to 6minutes
ACCURACY, up to
50meters
We record ultra-low-intensity leaks, undetectable by pressure sensors, in challenging hydraulic system conditions with high noise levels:
pipeline dynamics during startup and shutdown of pumping equipment
movement of cleaning or diagnostic devices
gas pipeline leaks with a sensor spacing of 40 km or more
presence of gas in an oil pipeline
extremely low-intensity leaks that do not cause a pressure drop in the pipeline
leaks through cracks in welded seams
CONNECTION DETECTION
SLOW-GROWING LEAKS ARE RECORDED, INCLUDING THROUGH LONG, SMALL-SECTION BRANCHES
High sensitivity and several signal processing methods adapted to pipeline operating conditions enable the detection of leaks of varying intensities.
The system has proven effective in oil gathering pipelines with multiphase flow and in offshore gas-condensate fields. The system has demonstrated stable operation during pipeline cleaning operations.
Connection points with extremely low product withdrawal rates are identified.
Special signal processing methods enable leak coordinates to be assigned to pipeline features with an accuracy of 10 meters.
The system has proven effective in oil gathering pipelines with multiphase flow and in offshore gas-condensate fields. The system has demonstrated stable operation during pipeline cleaning operations.
Connection points with extremely low product withdrawal rates are identified.
Special signal processing methods enable leak coordinates to be assigned to pipeline features with an accuracy of 10 meters.
MECHANICAL IMPACT DETECTION
DETECTION TIME, is up to
6minutes
ACCURACY, up to
50meters
Mechanical impacts on the pipeline and the surrounding soil are recorded, and pipeline deformations are detected.
Operational experience has shown that the system detects mechanical impacts during the process of making connections before the pipeline is disrupted.
The system is highly resistant to external noise generated by rail and road traffic, wind noise, and other sources.
Mechanical impacts on the soil in the pipeline's security zone are recorded, and these results were obtained on main gas pipelines, oil pipelines, and condensate pipelines.
Operational experience has shown that the system detects mechanical impacts during the process of making connections before the pipeline is disrupted.
The system is highly resistant to external noise generated by rail and road traffic, wind noise, and other sources.
Mechanical impacts on the soil in the pipeline's security zone are recorded, and these results were obtained on main gas pipelines, oil pipelines, and condensate pipelines.
LOCATION OF IN-PIPE DEVICES
ACCURACY WHILE MOVING, up to
100meters
ACCURACY WHILE STOPPING, up to
50meters
Passive location is performed by processing infrasound noise generated by the in-pipe device, including a cleaning device, as it moves through the pipeline in real-time.
No installation of devices on the in-pipe devices is required.
The system stores the history of all previous runs of the in-pipe device in tabular and graphical form, which allows for the analysis of the quality of pipeline cleaning/diagnostics.
For pipelines not equipped with the system, the real-time location of in-pipe devices is performed using mobile equipment.
No installation of devices on the in-pipe devices is required.
The system stores the history of all previous runs of the in-pipe device in tabular and graphical form, which allows for the analysis of the quality of pipeline cleaning/diagnostics.
For pipelines not equipped with the system, the real-time location of in-pipe devices is performed using mobile equipment.
INFRASONIC FLAW DETECTION
NEW POSSIBILITIES FOR CONTINUOUS IN-LINE DEFECT SCANNING
TYPES OF DEFECTS
- DENTS
- METAL FRACTURES
- FOREIGN OBJECTS
- SOLID DEPOSITS
- DECREASE IN WALL THICKNESS
- OTHER DEFECTS
Remotely, in continuous recording mode, the internal condition of the pipeline is monitored: internal pipeline features — defects — are detected, their linear and geographic coordinates are determined, and they are referenced to the process map and the pipeline’s elevation above sea level.
Infrasound defectoscopy differs from acoustic emission diagnostics by a significantly greater length of the inspected sections, amounting to 20–30 km, which corresponds to the distance between the installed infrasound sensors.
Sensors can be installed on one side of the pipeline only, which is particularly relevant for offshore sections.
Infrasound defectoscopy differs from acoustic emission diagnostics by a significantly greater length of the inspected sections, amounting to 20–30 km, which corresponds to the distance between the installed infrasound sensors.
Sensors can be installed on one side of the pipeline only, which is particularly relevant for offshore sections.
FLOW MEASUREMENT
RELATIVE
MEASUREMENT ERROR, up to
MEASUREMENT ERROR, up to
0,1%
Control of the volumetric flow rate of the transported product is provided by an infrasound method without the installation of flow meters, enabling continuous measurement along the entire length of the pipeline.
The measurement is performed by standard infrasound sensors. The infrasound method, due to its physical capabilities, offers a lower theoretical measurement error compared to ultrasonic flow meters.
The use of this function is relevant when there is a need to monitor the volumetric flow rate of the product along the entire pipeline, and it also ensures cost savings associated with the installation and maintenance of flow meters installed at control metering points.
The measurement is performed by standard infrasound sensors. The infrasound method, due to its physical capabilities, offers a lower theoretical measurement error compared to ultrasonic flow meters.
The use of this function is relevant when there is a need to monitor the volumetric flow rate of the product along the entire pipeline, and it also ensures cost savings associated with the installation and maintenance of flow meters installed at control metering points.
EQUIPMENT
CONTROLLER
INFRASONIC
SENSOR
SENSOR
ADDITIONAL
EQUIPMENT
EQUIPMENT
SOFTWARE

Controller

Infrasonic
sensor
sensor

Additional
equipment
equipment
Software
Back
01 | 04

CONTROLLER
THE MOPS-001 CONTROLLER RECORDS DATA FROM INFRASONIC SENSORS AND TRANSFERS IT TO THE MONITORING POINT ON THE SERVER
Connecting up to eight infrasonic sensors allows you to monitor multiple pipelines within the same process corridor.
The controller and connected devices are continuously diagnosed according to 40 parameters, and the results are displayed on the MOPS-001 display and the pipeline manager's workstation.
The operating temperature range is from -20° to +55°C, provided by the built-in microclimate system.
The degree of mechanical protection is IP20 according to GOST14254-2015.
The interfaces for connecting external devices are resistant to microsecond pulses according to GOST IEC 61000-4-5-2017.
The power supply circuits are resistant to microsecond pulses according to GOST IEC 61000-4-5-2017.
Explosion-proof design with marking [Ex ib Gb] IIB according to TR CU 012/2011, GOST31610.0-2014, GOST31610.11-2014.
Power supply 220V, 50Hz, power consumption 250W.
Built-in function of uninterrupted power supply.
Back
02 | 04

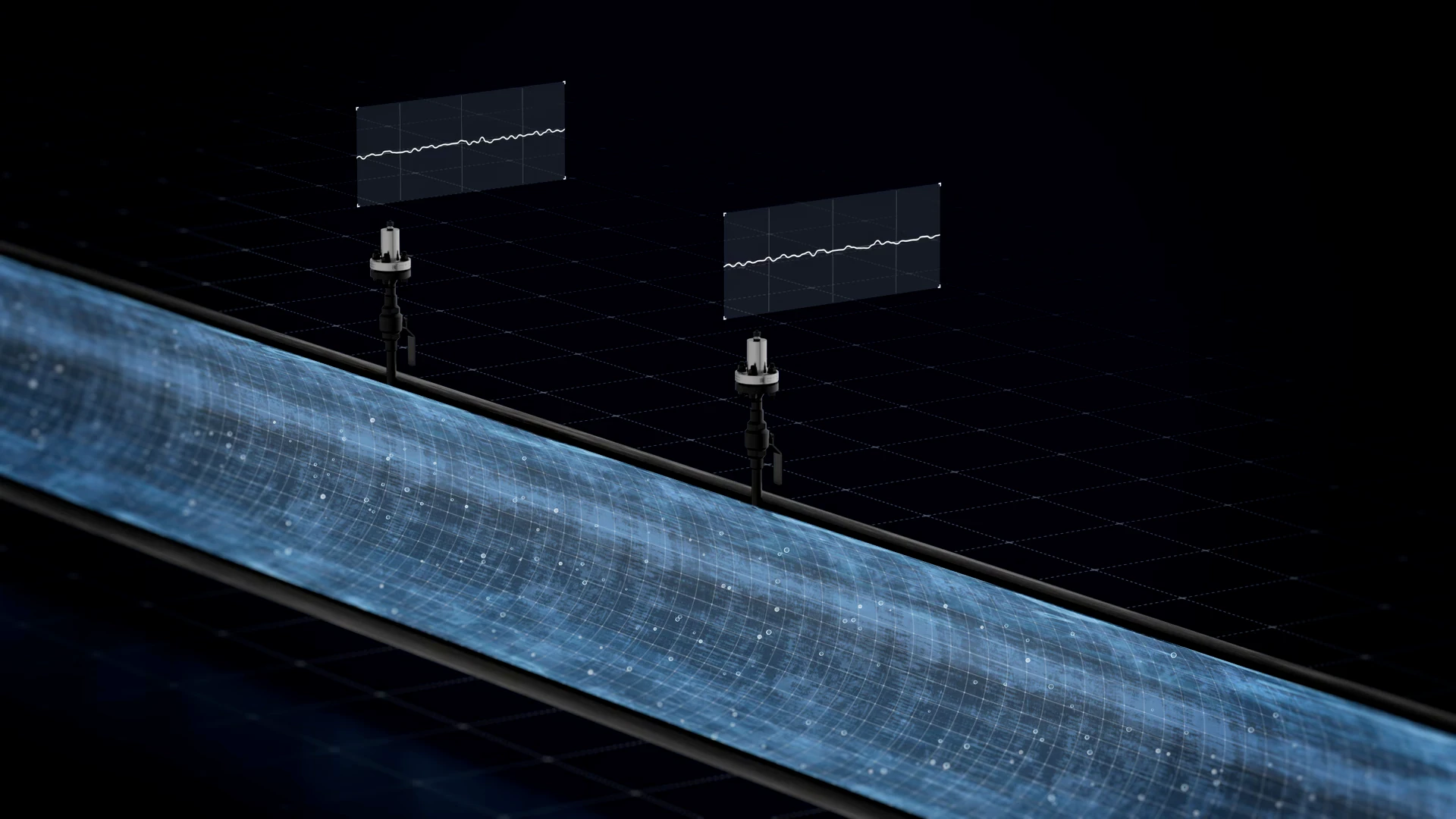
INFRASONIC SENSOR
THE MPP-001 DIGITAL INFRASONIC SENSOR IS AN ACOUSTO-ELECTRIC TRANSDUCER THAT RECORDS INFRASONIC VIBRATIONS IN PIPELINES
Continuous diagnostics with results displayed on the MOPS-001 controller display and the pipeline dispatcher's workstation.
Operating temperature range from -40°C to +55°C.
Maximum operating pressure 6.3 MPa.
Humidity resistance up to 100% at 35°C.
Enclosure protection rating IP67 according to GOST 14254-2015 (in practice, it operates underwater for extended periods, providing IP68 protection).
Resistance to microsecond pulses according to GOST IEC 61000-4-5-2017.
In the "Or" version – resistance to aggressive environments, including hydrogen sulfide, according to RTM 311.001-90.
Explosion-proof design with marking 1Ex ib IIB T3 Gb X according to TR TS 012/2011, GOST 31610.0-2014, GOST 31610.11-2014.
Connection size: flange DN 15, PN 10, Type C (spigot) according to GOST 33259-2015.
Back
03 | 04

ADDITIONAL EQUIPMENT
OPTIONALLY CONNECTED TO THE CONTROLLER:
- LEVEL GAUGE
- LIMIT SWITCH
- VIDEO CAMERA
- GAS ANALYZER
- PRESSURE SENSOR
- ELECTRIC GATE VALVE
- OTHER EQUIPMENT
Back
04 | 04

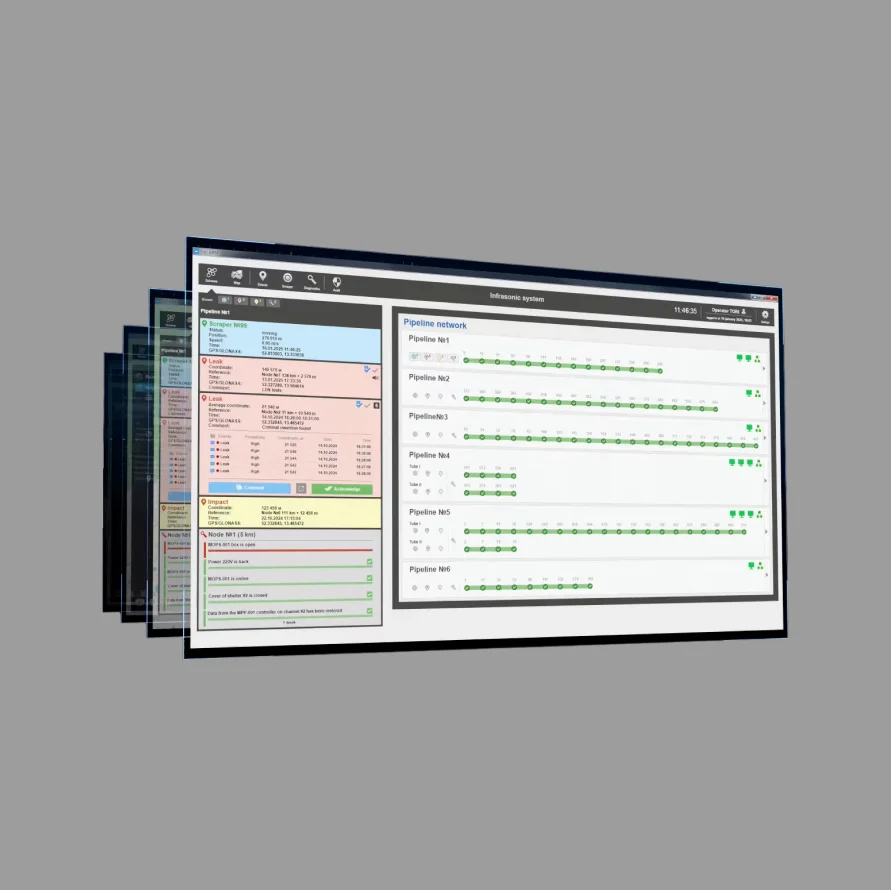
SOFTWARE
Included in the Russian Software Registry, supports domestic operating systems.
Compliance with information security requirements.
In-house development and life-cycle support.
Scalable as the network of monitored pipelines expands.
Integration with related information systems via standard OPC and Modbus TCP protocols.
APPLICATION AREAS
- PRODUCT PIPELINES
- OIL PIPELINES
- GAS PIPELINES
- PIPELINES WITH MULTIPHASE FLUIDS
Practical operating experience confirms the effectiveness of operation on pipelines transporting liquids and gases, as well as their mixtures.

CUSTOMERS
We work with leading Russian oil and gas companies
Map of Major projects
Map of Major projects
01
02
03
04
05
06
07
08
09
10
11
12
13
14
15
16
17
18
19
20
Back
Projects map